Video
Applikatioun
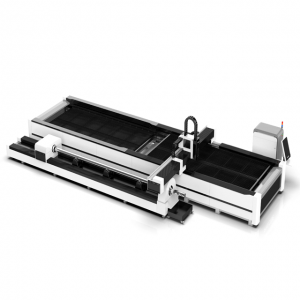
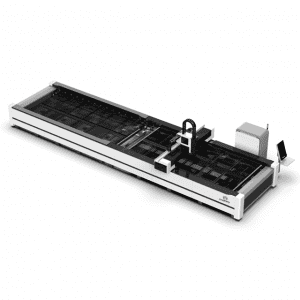
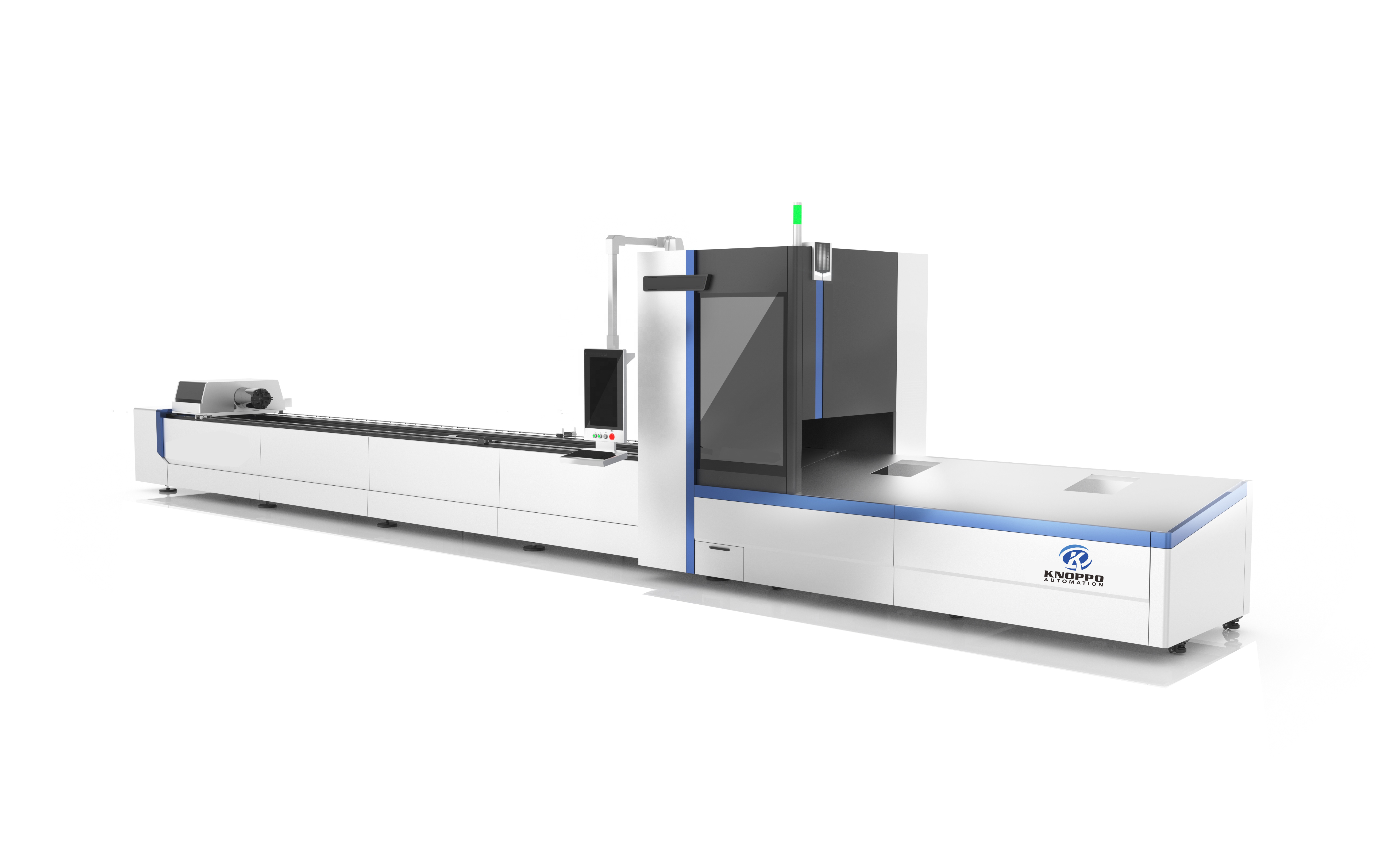
Applicabel Material vu Fiber Laser Tube Cutting Machine
KT6 Glasfaser-Laserröhrschneider Edelstahlröhre, Kuelestahlröhre, mëll Stahlröhre, galvaniséierte Stahlröhre, Eisenröhre, Inoxröhre, Aluminiumröhre, Messingröhre an aner Metallröhre, Metallröhre.Form kann Ronn Rouer, véiereckege Rouer, véiereckege Rouer a Wénkel Stol etc.
Applicabel Industrien Of Fiber Laser Tube Cutting Machine
Maschinnendeeler, Elektronik, Blechfabrikatioun, Elektrokabinett, Kichengeschir, Liftpanel, Hardware-Tools, Metallgehäuse, Werbeschëlderbréiwer, Beliichtungslampen, Metallhandwierker, Dekoratioun, Bijouen, medizinesch Instrumenter, Autosdeeler, Miwwelen an aner Metallschneidfelder.
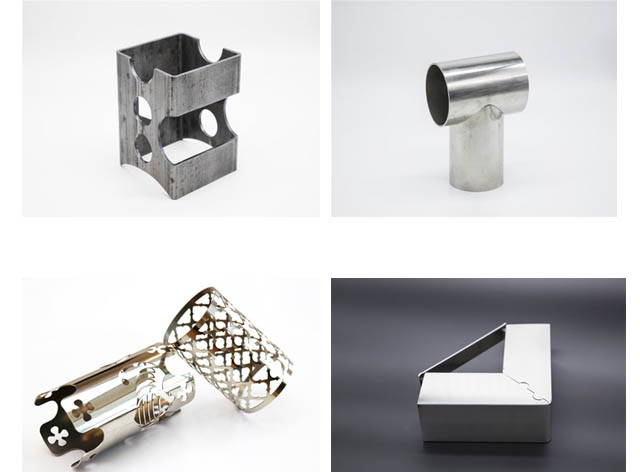
Prouf
Configuratioun
Automatesch elektresch Chuck
Automatesch elektresch Chuck, Klauen DC Motor Drive.De Spannmotorstroum ass sensibel, justierbar a stabil.D'Spannberäich ass méi breet an d'Spannkraaft ass méi grouss.Net-zerstéierend Päif Spannung, séier automatesch Zentréierung a Spannpäif, Leeschtung ass méi stabil.D'Chuckgréisst ass méi kleng, d'Rotatiounsinertie ass niddereg, an d'dynamesch Leeschtung ass staark.Selbstzentréierend elektresche Chuck, Gang Transmissioun Modus, méi héich Transmissioun Effizienz, laang Liewensdauer an héich Aarbecht Zouverlässegkeet.

Chuck Intelligent CNC Selbstzentréierend, Präzis Kontroll vun der Spannpositioun
De Chuck intelligente CNC selbstzentréierend héich Präzisiounspositioun an Dréimomentkontrolle kënnen d'Röhre vu verschiddene Dicke fräi wiesselen, verhënnert Prisefehler an Deformatioun vun der dënnter Röhrehaltung.

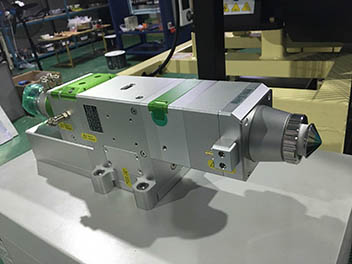
Schwäiz Raytools Laser Head
Uwendbar fir verschidde Brennwäit, déi duerch Maschinn Tool Kontroll System kontrolléiert ginn.D'Erhéijung vun der Perforatiounsfokusslängt, d'Perforatiounsbrennwäit separat setzen an d'Brennwäit ze schneiden, d'Schneidgenauegkeet verbesseren.NO.1 Mark an der Welt.
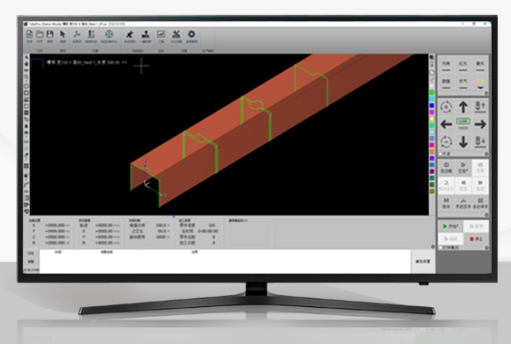
CYPCUT Kontrollsystem
CYPCUT Kontrollsystem vu Glasfaser-Röhrschneidmaschinn kann intelligent Layout vu Grafikschneider realiséieren an den Import vu Multiple Grafiken ënnerstëtzen, automatesch Schneidbestellungen optimiséieren, Kanten intelligent an automatesch Positionéierung sichen.Kontroll System adoptéiert déi bescht Logik programméiere a Software Interaktioun, stellt beandrockend Operatioun Erfahrung, effektiv d'Notzung vun Blech verbesseren an Offall reduzéieren.Einfach a séier Operatiounssystem, effizient a korrekt Schneidinstruktiounen, verbesseren effektiv d'Benotzererfarung.
Waasser Chiller
Kontroll d'Temperatur vun Laser Kapp an Laser Quell automatesch.

Technesch Parameteren
| Modell | KT6 |
| Wellelängt | 1070 nm |
| Max Schnëtt Duerchmiesser | 350 mm |
| Tube Cutting Längt | 6m / 9m / 12m |
| Laser Power | 1000 W / 1500 W / 2000 W / 3000 W / 4000 W |
| X / Y-Achs Positionéierung Genauegkeet | 0,03 mm ép |
| X / Y-Achs Repositionéierung Genauegkeet | 0,02 mm |
| Max.Beschleunegung | 1, 5g |
| Max.Verbindung Vitesse | 140 m/min |
Schneidparameter
| Schneidparameter | 1000 Watt | 1500 Watt | 2000 Watt | 3000 Watt | 4000 Watt | |
| Material | Dicke | Geschwindegkeet m/min | Geschwindegkeet m/min | Geschwindegkeet m/min | Geschwindegkeet m/min | Geschwindegkeet m/min |
| Kuelestoff Stahl | 1 | 8.0--10 | 15--26 | 24--32 | 30--40 | 33--43 |
| 2 | 4,0-6,5 | 4,5-6,5 | 4,7-6,5 | 4,8-7,5 | 15--25 | |
| 3 | 2,4-3,0 | 2,6-4,0 | 3,0-4,8 | 3,3-5,0 | 7.0--12 | |
| 4 | 2.0-2.4 | 2,5-3,0 | 2,8-3,5 | 3.0-4.2 | 3,0-4,0 | |
| 5 | 1,5-2,0 | 2,0-2,5 | 2,2-3,0 | 2,6-3,5 | 2,7-3,6 | |
| 6 | 1,4-1,6 | 1.6-2.2 | 1,8-2,6 | 2.3-3.2 | 2,5-3,4 | |
| 8 | 0,8-1,2 | 1,0-1,4 | 1.2-1.8 | 1,8-2,6 | 2,0-3,0 | |
| 10 | 0,6-1,0 | 0,8--1,1 | 1.1-1.3 | 1,2-2,0 | 1,5-2,4 | |
| 12 | 0,5-0,8 | 0,7-1,0 | 0,9--1,2 | 1.0-1.6 | 1.2-1.8 | |
| 14 |
| 0,5-0,7 | 0,8--1,0 | 0,9-1,4 | 0,9--1,2 | |
| 16 |
|
| 0,6-0,8 | 0,7-1,0 | 0,8--1,0 | |
| 18 |
|
| 0,5-0,7 | 0,6-0,8 | 0,6-0,9 | |
| 20 |
|
|
| 0,5-0,8 | 0,5-0,8 | |
| 22 |
|
|
| 0,3-0,7 | 0,4-0,8 | |
| Edelstol | 1 | 18-25 Uhr | 20--27 | 24--50 | 30--35 | 32-45 |
| 2 | 5-7,5 | 8.0--12 | 9.0-15 | 13--21 | 16--28 | |
| 3 | 1,8-2,5 | 3,0-5,0 | 4,8-7,5 | 6,0--10 | 7.0--15 | |
| 4 | 1.2-1.3 | 1,5-2,4 | 3,2-4,5 | 4,0-6,0 | 5,0-8,0 | |
| 5 | 0,6-0,7 | 0,7-1,3 | 2.0-2.8 | 3,0-5,0 | 3,5-5,0 | |
| 6 |
| 0,7-1,0 | 1,2-2,0 | 2,0-4,0 | 2,5-4,5 | |
| 8 |
|
| 0,7-1,0 | 1,5-2,0 | 1,2-2,0 | |
| 10 |
|
|
| 0,6-0,8 | 0,8-1,2 | |
| 12 |
|
|
| 0,4-0,6 | 0,5-0,8 | |
| 14 |
|
|
|
| 0,4-0,6 | |
| Aluminium | 1 | 6,0--10 | 10--20 | 20-30 Uhr | 25--38 | 35--45 |
| 2 | 2,8-3,6 | 5,0-7,0 | 10-15 Uhr | 10-18 Uhr | 13--24 | |
| 3 | 0,7-1,5 | 2,0-4,0 | 5,0-7,0 | 6,5-8,0 | 7.0--13 | |
| 4 |
| 1,0-1,5 | 3,5-5,0 | 3,5-5,0 | 4,0-5,5 | |
| 5 |
| 0,7-1,0 | 1,8-2,5 | 2,5-3,5 | 3,0-4,5 | |
| 6 |
|
| 1,0-1,5 | 1,5-2,5 | 2,0-3,5 | |
| 8 |
|
| 0,6-0,8 | 0,7-1,0 | 0,9-1,6 | |
| 10 |
|
|
| 0,4-0,7 | 0,6-1,2 | |
| 12 |
|
|
| 0,3-0,45 | 0,4-0,6 | |
| 16 |
|
|
|
| 0,3-0,4 | |
| Brass | 1 | 6,0--10 | 8.0--13 | 12-18 Uhr | 20-35 Uhr | 25--35 |
| 2 | 2,8-3,6 | 3,0-4,5 | 6,0-8,5 | 6,0--10 | 8.0--12 | |
| 3 | 0,5--1,0 | 1,5-2,5 | 2,5-4,0 | 4,0-6,0 | 5,0-8,0 | |
| 4 |
| 1.0-1.6 | 1,5-2,0 | 3,0-5,0 | 3,2-5,5 | |
| 5 |
| 0,5-0,7 | 0,9--1,2 | 1,5-2,0 | 2,0-3,0 | |
| 6 |
|
| 0,4-0,9 | 1,0-1,8 | 1,4-2,0 | |
| 8 |
|
|
| 0,5-0,7 | 0,7-1,2 | |
| 10 |
|
|
|
| 0,2-0,5 | |